

波峰焊基礎知識概述
發(fā)布時間:2020-08-26 瀏覽:次 責任編輯:晉力達
波峰焊是指將熔融的釬料,經(jīng)電動泵或電磁泵噴流成設計要求的焊料波峰,亦可通過向焊料池注入氮氣來形成,使預先裝有元器件的印制板通過焊料波峰,在釬料液面形成一特定形狀的釬料峰,裝載了元器件的 PCB以某一特定角度,并以一定的浸入深度穿過釬料波峰而實現(xiàn)焊點的釬接過程稱為波峰焊接。
波峰焊發(fā)展歷史
1956年英國Fry’s Metal公司發(fā)明了印制路板波峰焊工藝意味著PCB 焊接領域的一個新時代的開始它使PCB由人工烙鐵逐點焊接進入到機器自動化大面積高效率焊接的新時代。它使PCB由人工烙鐵逐點焊接進入到機器自動化大面積高效率焊接的新階段,使PCB的焊接工藝真正進入了自動化的時代。它在減少焊點瑕疵、提高電子產(chǎn)品的可靠性、降低生產(chǎn)成本、改善工人的勞動強度、提高生產(chǎn)效率等方面作出了巨大的貢獻。
波峰焊工藝優(yōu)點:
1. 省工省料,提高了生產(chǎn)效率,降低了生產(chǎn)成本;
2. 電路板接觸高溫焊錫工夫短,可以減輕電路辦的翹曲變形。
3. 消除了人為因素對產(chǎn)品質量的干擾和影響,提高了焊點質量和可靠性;
4. 波峰焊機的焊料充沛活動,有利于進步焊點質量;
5. 由于采用了良好的排氣系統(tǒng),改善了操作環(huán)境和操作者的身心健康;
6. 熔焊錫的外表浮層抗氧化計隔離空氣,只要焊錫波表露在空氣中,削減了氧化的時機,可以削減氧化渣帶來的焊錫浪費。
7. 一致性好,確保了產(chǎn)品安裝質量的一致性和工藝的規(guī)范化、標準化;
8. 可以完成手工操作無法完成的工作。
波峰焊分類:
1、按波峰數(shù)量分為:單波峰焊和雙波峰焊;
2、按系統(tǒng)外形大小分為:微型波峰焊、小型波峰焊、中型波峰焊、大型波峰焊;
3、按焊接工藝分為:一次焊接系統(tǒng)和二次焊接系統(tǒng);
4、按波峰類型分為:紊亂波-平滑波、空心波-平滑波、Ω波-平滑波;
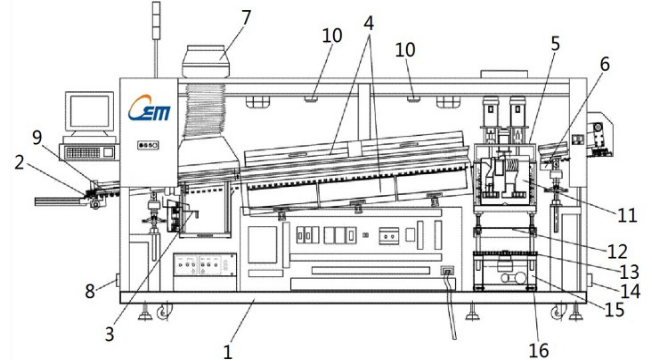
波峰焊組成系統(tǒng)及結構示意圖:
1、噴霧系統(tǒng)
2、預熱系統(tǒng)
3、錫爐系統(tǒng)
4、傳送系統(tǒng)
5、冷卻系統(tǒng)
6、電氣控制系統(tǒng)
1.電箱 2.進板接駁 3.噴霧箱 4.全熱風預熱箱 5.波峰裝置 6.洗爪裝置 7.抽風裝置(選配U浮扇)
8.油水分離器 9.夾板裝置 10.防爆燈 11.噴錫裝置 12.錫爐升降裝置 13.錫爐支撐 14.銘牌
15.錫爐自動進出裝置 16.錫爐固定防滑裝置
波峰焊工作原理:
波峰焊錫機主要是由運輸帶,助焊劑添加區(qū),預熱區(qū),錫爐組成。??
運輸帶主要用途是將電路底板送入波峰焊錫機,沿途經(jīng)助焊劑添加區(qū),預熱區(qū),錫爐等。?助焊劑添加區(qū)主要是由紅外線感應器及噴嘴組成。紅外線感應器作用是感應有沒有電路底板進入?,如果有感應器便會量出電路底板的寬度。助焊劑的作用是在電路底板的焊接面上形成以保護膜。??
預熱區(qū)提供足夠的溫度,以便形成良好的焊點。有紅外線發(fā)熱可以使電路底板受熱均勻。??在雙波峰系統(tǒng)中,波的湍流部分防止漏焊,它保證穿過電路板的焊料分布適當。焊料以較高速通過狹縫滲入,從而透人窄小間隙。噴射方向與電路板進行方向相同。單就湍流波本身并不能適當焊接元件,它給焊點上留下不平整和過剩的焊料,因此需要第二個波。?
第二層流波或平滑波消除了由第一個湍流波產(chǎn)生的毛刺和焊橋。層流波實際上與傳統(tǒng)的通孔插裝組件使用的波一樣。因此,當傳統(tǒng)組件在一臺機器上焊接時,就可以把湍流波關掉,用層流波對傳統(tǒng)組件進行焊接。
波峰焊的工藝流程:
1、單機式波峰焊工藝流程
a、元器件引線成型一印制板貼阻焊膠帶(視需要)———插裝元器件———印制板裝入焊機夾具———涂覆助焊劑———預熱———波峰焊———冷卻———取下印制板———撕掉阻焊膠帶—二—檢驗———辛L焊———清洗———檢驗———放入專用運輸箱;
b、印制板貼阻焊膠帶———裝入模板———插裝元器件———吸塑———切腳———從模板上取下印制板———印制板裝焊機夾具———涂覆助焊劑———預熱———波峰焊(精焊平波和沖擊波)———冷卻———取下印制板———撕掉吸塑薄膜和阻焊膠帶———檢驗———補焊———清洗——檢驗———放入專用運輸箱。
2、聯(lián)機式波峰焊工藝流程
將印制板裝在焊機的夾具上———人工插裝元器件———涂覆助焊劑———預熱———浸焊———冷去口———切腳———刷切腳屑———噴涂助焊劑———預熱———波峰焊(精焊平波和沖擊波)———冷卻———清洗———印制板脫離焊機—一檢驗———補焊———清洗———檢驗———放入專用運輸箱。
波峰焊機基本操作規(guī)程
B1 波峰焊機基本操作規(guī)程
B1.1 準備工作
a. 檢查波峰焊機配用的通風設備是否良好;
b. 檢查波峰焊機定時開關是否良好;
c.檢查錫槽溫度指示器是否正常。
方法:進行溫度指示器上下調節(jié),然后用溫度計測量錫槽液面下10—15 mm處的溫度,判斷溫度是否隨其變化:
d. 檢查預熱器系統(tǒng)是否正常。
方法:打開預熱器開關,檢查其是否升溫且溫度是否正常;
e.檢查切腳刀的工作情況。
方法:根據(jù)印制板的厚度與所留元件引線的長度調整刀片的高低,然后將刀片架擰緊且平穩(wěn),開機目測刀片的旋轉情況,最后檢查保險裝置有無失靈;
f. 檢查助焊劑容器壓縮空氣的供給是否正常;
方法:倒入助焊劑,調好進氣閥,開機后助焊劑發(fā)泡,使用試樣印制板將泡沫調到板厚的1/2處,再鎮(zhèn)緊眼壓閥,待正式操作時不再動此閥,只開進氣開關即可;
g,待以上程序全部正常后,方可將所需的各種工藝參數(shù)預置到設備的有關位置上。
操作規(guī)則
a.波峰焊機要選派1~2名經(jīng)過培訓的專職工作人員進行操作管理,并能進行一般性的維修保養(yǎng);
b.開機前,操作人員需配戴粗紗手套拿棉紗將設備擦干凈,并向注油孔內注入適量潤滑油;
c.操作人員需配戴橡膠防腐手套清除錫槽及焊劑槽周圍的廢物和污物;
d,操作間內設備周圍不得存放汽油、酒精、棉紗等易燃物品;
e.焊機運行時,操作人員要配戴防毒口罩,同時要配戴耐熱耐燃手套進行操作;
f.非工作人員不得隨便進入波峰焊操作間;
g.工作場所不允許吸煙吃食物;
h.進行插裝工作時要穿戴工作帽、鞋及工作服。
B2單機式波峰焊的操作過程
B2.1 打開通風開關。
B2.2 開機
a.接通電源;
b.接通焊錫槽加熱器;
c. 打開發(fā)泡噴涂器的進氣開關;
d.焊料溫度達到規(guī)定數(shù)據(jù)時,檢查錫液面,若錫液面太低要及時添加焊料;
e.開啟波峰焊氣泵開關,用裝有印制板的專用夾具來調整壓錫深度;
f. 清除錫面殘余氧化物,在錫面干凈后添加防氧化劑:
g.檢查助焊劑,如果液面過低需加適量助焊劑;
h.檢查調整助焊劑密度符合要求;
i.檢查助焊劑發(fā)泡層是否良好;
j. 打開預熱器溫度開關,調到所需溫度位置;k.調節(jié)傳動導軌的角度;
l.開通傳送機開關并調節(jié)速度到需要的數(shù)值;
m.開通冷卻風扇;
n.將焊接夾具裝入導軌;
o. 印制板裝入夾具,板四周貼緊夾具槽,力度適中,然后把夾具放到傳送導軌的始端;
p.焊接運行前,由專人將傾斜的元件扶正,并驗證所扶正的元件正誤;
q. 高大元器件一定在焊前采取加固措施,將其固定在印制板上。
B3 聯(lián)機式波峰焊機操作過程
B3.1 按B2章中B2.1及B2.2中a—k的程序進行操作。
B3.2 繼續(xù)本機的操作
a. 插件工人按要求配戴細紗手套。(若有靜電敏感器件要配戴導電腕帶)插件工應堅持在工位前等設備運行;
b. 根據(jù)實際情況調整運送速度,使其與焊接速度相匹配;
c.開通冷卻風機;
d. 開通切腳機;
e. 將夾具放在導軌上,將其調至所需焊接印制板的尺寸;
f. 執(zhí)行B2.2中P和q項;
g. 待程序全部完成后,則可打開波峰焊機行程開關和焊接運行開關進行插裝和焊接。
B4 焊后操作
a.關閉氣源;
b.關閉預熱器開關;
c.關閉切腳機開關;關閉清洗機開關;
d.調整運送速度為零,關閉傳送開關;
e.關閉總電源開關;
f. 將冷卻后的助焊劑取出,經(jīng)過濾后達到指標仍可繼續(xù)使用,將容器及噴涂口擦洗干凈;
g.將波峰焊機及夾具清洗干凈。
B5 焊接過程中的管理
a.操作人必須堅守崗位,隨時檢查設備的運轉情況;
b.操作人要檢查焊板的質量情況,如焊點出現(xiàn)導常情況,如一塊板虛焊點超過百分之二應立即停機檢查;
c.及時準確做好設備運轉的原始記錄及焊點質量的具體數(shù)據(jù)記錄;
焊完的印制板要分別插入專用運輸箱內,相互不得碰壓,更不允許堆放(如有靜電敏感元件一定要使用防靜電運輸箱)。
不良分析
波峰焊的未來:
波峰焊接曾是最常用的焊接技術。這是因為其速度優(yōu)于手動焊接,從而實現(xiàn)了PCB組裝的自動化。該工藝特別擅長焊接非常快速間隔良好的通孔元件。隨著對較小PCB的需求導致使用多層板和表面貼裝器件(SMD),需要開發(fā)更精確的焊接技術。
這導致選擇性焊接方法,其中連接單獨焊接,如在手工焊接中。機器人技術的進步比手動焊接更快,更精確,這使得該方法的自動化成為可能。
波峰焊接由于其速度和適應較新的PCB設計要求而有利于SMD的使用,因此仍然是一種良好實施的技術。已經(jīng)出現(xiàn)了選擇性波峰焊接,其使用噴射,其允許控制焊料的施加并且僅引導到選定區(qū)域。 通孔元件仍在使用中,波峰焊無疑是快速焊接大量元件的最快技術,可能是最好的方法,具體取決于您的設計。
盡管其他焊接方法(例如選擇性焊接)的應用正在穩(wěn)步增加,但波峰焊接仍具有優(yōu)勢,這使其成為PCB組裝的可行選擇。
