

回流焊作業(yè)指導(dǎo)書
發(fā)布時(shí)間:2022-01-12 瀏覽:次 責(zé)任編輯:晉力達(dá)
| 文件標(biāo)題 | 回流焊作業(yè)指導(dǎo)書 | 文件編號 | 設(shè)備編號 | ||
| 版次 | 制定部門 | SMT設(shè)備部 | 制定日期 | ||
| 制定人 | 審核人 | 批準(zhǔn)人 | |||
我司晉力達(dá)為了方便客戶生產(chǎn)部正確使用回流焊,推出回流焊作業(yè)指導(dǎo)書模板,可供各位客戶直接套用或借鑒。

1.目的:正確的使用回流焊,保證設(shè)備順利運(yùn)行
2.適用范圍回流焊(晉力達(dá)G系列回流焊通用)
3.開機(jī)前檢查:
(1).檢查電源供給是否指定三相四線制的電源;
(2).檢查設(shè)備是否完好接地;
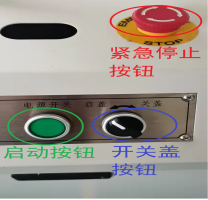
(3).檢查位于出入口端部的緊急開關(guān)是否彈起;
(4).檢查抽風(fēng)風(fēng)機(jī)是否開始工作。
4.注意事項(xiàng):
(1).人工入板時(shí),產(chǎn)品送入回流焊要等待產(chǎn)品完全接觸到傳送帶才能松手,防止產(chǎn)品掉落的隱患。
(2).生產(chǎn)人員必須佩帶工作手套,口罩,發(fā)箍,禁止觸摸傳輸帶,當(dāng)心設(shè)備進(jìn)出口傳動(dòng)位置燙傷,機(jī)械傷手,頭發(fā)卷入傳動(dòng)帶。
(3).此設(shè)備僅用于SMT生產(chǎn)部,不得將其他物品放入爐內(nèi)。
(4).工程師每班次點(diǎn)檢實(shí)際溫度顯示,并記錄在《爐溫記錄表》上,同時(shí)每班次測一次爐溫曲線圖,對爐溫曲線結(jié)果核準(zhǔn)并打印保存。
(5).日常保養(yǎng)內(nèi)容嚴(yán)格按照作業(yè)指導(dǎo)書第7大項(xiàng)執(zhí)行,并將保養(yǎng)結(jié)果記錄在《設(shè)備日常保養(yǎng)記錄表》上。
(6).若遇緊急情況,迅速按下機(jī)器兩端有“緊急開關(guān)”并迅速通知工程技術(shù)人員解決;
(7).嚴(yán)禁控制用計(jì)算機(jī)作其他用途,非指定人員勿操作此設(shè)備。
(8).如遇停電故障應(yīng)該立即聯(lián)絡(luò)技術(shù)人員打開回流焊蓋子,取出爐內(nèi)產(chǎn)品,防止長時(shí)間烤壞
5.開機(jī):
(1).以上檢查項(xiàng)目ok后,將外部電箱上的電源總開關(guān)撥到on狀態(tài);
(2).將回流焊面板綠色按鈕開關(guān)按住2秒鐘以上,啟動(dòng)回流焊,計(jì)算機(jī)直接啟動(dòng)至windows操作畫面;
(3).在電腦桌面上雙擊 圖標(biāo),選擇下拉管理員賬號admin ,密碼輸入:666666 系統(tǒng)將會(huì)進(jìn)入運(yùn)行畫面,自動(dòng)運(yùn)行上次關(guān)機(jī)前設(shè)置的工作條件參數(shù);軟件打開后選擇參數(shù)組或直接點(diǎn)擊退出。
圖標(biāo),選擇下拉管理員賬號admin ,密碼輸入:666666 系統(tǒng)將會(huì)進(jìn)入運(yùn)行畫面,自動(dòng)運(yùn)行上次關(guān)機(jī)前設(shè)置的工作條件參數(shù);軟件打開后選擇參數(shù)組或直接點(diǎn)擊退出。
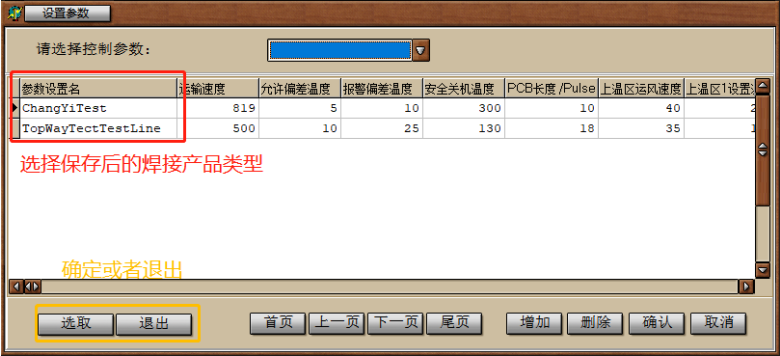
調(diào)試好的參數(shù)點(diǎn)擊![]() ,并以產(chǎn)品或者工藝命名,便于下次使用;
,并以產(chǎn)品或者工藝命名,便于下次使用;
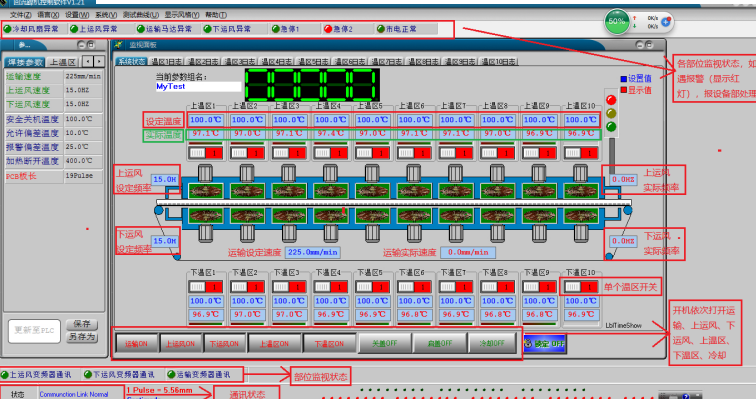
軟件界面各部位詳細(xì)介紹
(4)爐溫參數(shù)設(shè)置:檢查系統(tǒng)畫面參數(shù)與設(shè)置是否相符,參數(shù)設(shè)定根據(jù)產(chǎn)品調(diào)節(jié)各溫區(qū)溫度;注意修改完參數(shù)以點(diǎn)擊 ;
;
(5).爐溫測試:回流焊爐溫正常后,工作指示燈由黃變綠后,再等候5分鐘溫度穩(wěn)定,待所有溫區(qū)以及參數(shù)均達(dá)到設(shè)定值后用測溫儀測量爐內(nèi)各溫區(qū)是否正常,空載溫差在允許范圍內(nèi)+/-2℃;滿載情況下允許范圍內(nèi)+/-10℃
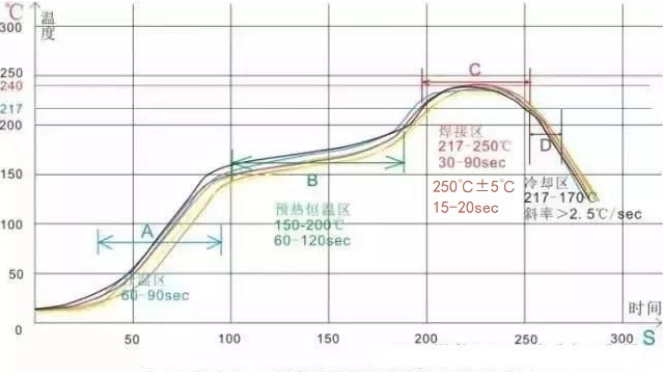
參考產(chǎn)品爐溫曲線圖
(6).參數(shù)測試ok后,根據(jù)生產(chǎn)機(jī)型,調(diào)整軌道速度,準(zhǔn)備生產(chǎn),如遇到特殊情況,要根據(jù)實(shí)際情況適當(dāng)?shù)恼{(diào)整。
5.關(guān)機(jī):
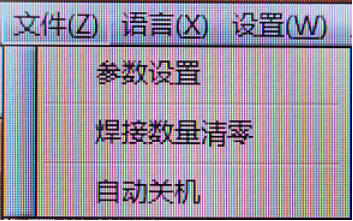
(1).生產(chǎn)完成后檢查確定回流焊機(jī)器內(nèi)部沒有基板,準(zhǔn)備關(guān)機(jī),為避免風(fēng)道及傳輸部件過熱變形,點(diǎn)擊軟件界面左上角‘文件’下拉菜單選擇‘自動(dòng)關(guān)機(jī)’,系統(tǒng)自動(dòng)關(guān)機(jī)。
系統(tǒng)自動(dòng)冷卻至設(shè)定的‘安全關(guān)機(jī)溫度’后,將自動(dòng)關(guān)閉操作系統(tǒng)和整機(jī)電源;
禁止在選擇‘自動(dòng)關(guān)機(jī)’狀態(tài)下直接關(guān)閉外部總閘,會(huì)導(dǎo)致下次開機(jī)持續(xù)處于關(guān)機(jī)狀態(tài)無法開機(jī)(開機(jī)后又自動(dòng)關(guān)機(jī),出現(xiàn)此錯(cuò)誤情況需要等待半小時(shí)再開機(jī));
6. 操作注意事項(xiàng):
(1).G系列中型、大型回流焊有兩抽風(fēng)口,直徑為200mm,排氣量為10m3/min。實(shí)際生產(chǎn)中,必須將兩個(gè)抽風(fēng)口與工廠主通風(fēng)道連接,工廠排風(fēng)口需保持負(fù)壓狀態(tài),防止松香無法抽走回流到回流焊里面;
(2).ups應(yīng)處常開狀態(tài),當(dāng)遇到斷電時(shí),機(jī)器會(huì)自動(dòng)接通內(nèi)置ups,運(yùn)輸系統(tǒng)的傳送電機(jī)會(huì)繼續(xù)運(yùn)轉(zhuǎn),將pcb板從爐腔內(nèi)運(yùn)出,免受損失;
(3).測溫插座、插頭均不能長時(shí)間處于高溫狀態(tài),每次測完溫度后務(wù)必將測溫線從爐中抽出,避免高溫變形。
7.設(shè)備保養(yǎng)
(1).每1個(gè)月對傳動(dòng)軸承,鏈條部位適量注入耐高溫黃油,防止齒輪、鏈條、導(dǎo)軌出現(xiàn)磨損。
(2).每2個(gè)月需打開回流焊蓋子清理高溫馬達(dá)附近的松香殘留物,灰塵,檢測熱風(fēng)馬達(dá)是否全部運(yùn)轉(zhuǎn)正常(開蓋維護(hù)作業(yè)請放置2個(gè)安全凳頂住爐膽,防止故障導(dǎo)致爐膽壓住作業(yè)人員)。
(3).每2個(gè)月打開爐膛用工業(yè)酒精清理爐膛內(nèi)部每個(gè)溫區(qū)的封板,擦拭附著在上面的測溫探頭以維持探頭對溫度的靈敏度。
(4).每1個(gè)月打開爐膛使用吸塵器清理爐膛內(nèi)部表面的松香和殘留物。
(5).每1個(gè)月打開電箱使用席吸塵器對內(nèi)部配件上的灰塵,尤其是PLC和變頻器,防止導(dǎo)電灰塵進(jìn)入將其燒壞(需關(guān)閉設(shè)備外部總閘后處理,防止觸電)。
每半個(gè)月拆除抽風(fēng)區(qū)過濾網(wǎng)浸泡1個(gè)小時(shí),清除掉松香殘留物,防止廢氣無法被抽風(fēng)機(jī)排放,防止松香堵塞風(fēng)導(dǎo)致?lián)p壞。
